Pratical applications for energy consumption reduction
PRACTICAL APPLICATIONS FOR ENERGY CONSUMPTION REDUCTION IN TISSUE MANUFACTURING
The manufacturing process of tissue paper has undergone considerable development in recent years from the point of view of production and quality. At the moment in fact, the technology present on the market allows for higher machine performance even if working with different kinds of stock than in the past (see for example the different use in the field of pulp of eucalyptus short fibres or the advent, although in small percentage of thermo-mechanical stock - CTMP). Thanks to technological development (hydraulic head box capable of working at high pressure, high performance press rolls, high temperature and speed on the hoods, efficient paper threading systems, dry end high efficiency paper stabilizing system, full width paper change devices, etc..) high speed production machines are now running at 2000mpm on a low grammage. On the other hand the quality of the finished product has reached remarkable targets, even considering conventional technology, thanks to the application of the multi-layer headbox, refining optimization, bulk saving at the dry end using Pope reels with linear arms through nip and torque optimizing control.
Once the above mentioned objectives are reached, and leaving out the analysis of non conventional technologies such as TAD and the various solutions for the production of structured tissue, one can rightly assert that in the field of conventional technology the attention of the producers has been concentrated essentially towards the following:
1. plant maintenance and flexibility;
2. low emission of any kind;
3. fibre saving on paper production;
4. saving of fresh water used in the process;
5. optimization of chemical product consumption;
6. energy saving both in terms of electric and thermal energy.
The aim of this article is to concentrate the attention on how much conventional technology, and in particular that of Toscotec, is advanced with regards to point 6. It is understood that, as will be shown later, both point 3 and point 5 can in some way bring benefits and/or be directly tied to energy saving in the functioning of the plant.
1) METHODOLOGIES
1.1) Energy consumption in the tissue plant
In a conventional plant for the production of tissue paper (made up of 2 virgin fibre stock preparation lines with 2 refiners, approach flow with two layer headbox, single or double press solution, duo-system gas hood etc.) the total energy consumption can be divided approximately as follows:
• total electric consumption 900-1000 kWh/ton;
• total gas consumption in the hood 1100 kWh/ton;
• total gas consumption for steam YD 800 kWh/ton.
The "average" consumption for a tissue plant is therefore around 2,8-2,9 MWh/ton.
If one considers plants which use recycled paper as raw material, the energy consumption increases further.
Obviously the distribution of the thermal energy depends on the balance applied in the mill between the hood and the Yankee.
Considering that from 2005-2006 to 2008 the increase in the cost of energy in Europe has been 25% for electricity and 50% for gas it is understandable that the target of the overall energy consumption in conventional mills is focused on lower values.
1.2) Electric energy
The distribution of energy consumption in a tissue plant in this case can be schematically represented as follows (fig.1):
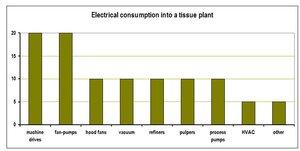
fig. 1 - Standard distribution of Energy consumption in a tissue plant
The areas of greater interest for the electric energy saving are therefore:
• machine drives
• fan pump
• stock preparation, in particular pulpers and refiners
• vacuum
• air system fans
• process pumps
It must be noted in any case, as will be explained for thermal energy too, that plant optimization must be dealt with not only in terms of "macroscale" but also in terms of "microscale". The optimization in fact starts with a proper design which foresees the correct sizing of the process pumps (head and capacity) and with a minimization of head loss possible with optimal piping design. Even now, especially when designing turnkey greenfield projects, one proceeds with requests of oversizing of the plant starting from the pulpers with a percentage of fibre usage at times far from real plant functioning data.
Energy saving starts therefore with correct design and sizing tied to the real production needs.
Hereafter the areas of possible intervention for the reduction of electric consumption in terms of "macroscale" are briefly analyzed. One must however always distinguish between the value of the installed power and that of the absorbed power of the plant. It is thus obvious, especially for installed powers of a certain entity, that the use of inverters optimizes energy saving.
1.2.1) Machine drive
In this case the sizing is obviously tied to speed and design of the machine. The rotating parts and their moment of inertia play an important role in the acceleration ramp whereas the sizing of the absorbed power is majorly influenced by the friction determined by the press nip value, by the felt and wire tensioning, by the vacuum boxes on the felt and by the number and functioning pressure of the doctor blades on the Yankee surface.
As anticipated even the position of the motors has its notable influence. It is clear that a single press machine configuration has a lower electric consumption compared with a double press standard solution. However with the single press solution the dryness at the outlet of the press is reduced and therefore the thermal energy consumption increases (see following paragraphs of this article). There is also a technological tendency which favours the use of single press in installations to guarantee paper bulk maintenance. As shown, the topics in favour of and against the design of single or double press are many.
The Toscotec solution is that of the adoption of a large diameter single press which synthetically guarantees:
• reduction of electric consumption compared with the double press solution,
• maintenance of bulk characteristics of the finished product,
• increase of the dryness at the press section outlet with consequent reduction of thermal energy consumption.
These evaluations are analyzed in greater detail and analytically in the course of this article.
1.2.2) Fan pump
Another factor of great impact on the electric consumption is the fan pump. The main characteristic is tied to head loss and flow. In this ambit the energy consumption is reduced if the machinery Supplier is able to offer an efficient solution which allows the minimization of head loss in the fan pump, pressure screen, polished pipe, collector, tube bank and the convergence area of the head box. Another possibility of saving is given by the increase in working consistency in the head box which allows for the reducing of the flow and therefore energy consumption. This increase in working consistency, which in the production of tissue from pure pulp has always been around (0,15-0,25)%, mustn't however negatively affect the paper formation directly linked with its softness.
As an example it is worth noting that for a double sized machine (5400 mm paper width) the passing from a value of 0,18% to a value of 0,20% of consistency in the head box allows, on a daily production of 180 t, for a decrease of the flow of around 10.000 lpm with a saving on energy consumption in the fan pump of around 100 absorbed kW.
Furthermore, the use of new technology such as the dilution control system contributes both to fibre saving and Energy saving.
1.2.3) Stock preparation
Given that every type of finished product and therefore pulp used in the process must be evaluated case by case, the two areas of greater interest in terms of "macroscale " are the pulpers and refiners.
With regards to the pulpers Toscotec's tendency is to orientate itself towards the use of medium consistency pulpers (max. 11%) with bigger sized tanks to guarantee optimal batch time.
This solution guarantees the correct compromise between energy consumption and the quality reached by the stock which represents a saving in the following refining operations.
With regards to refining the analytical formulae which regulate the power values are the following:
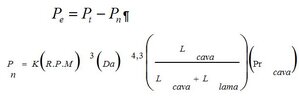
Pe = Net refining Power[ kW ];
Pt = Total power applied [ kW ];
Pn = No load power [ kW ];
R.P.M = revolutions per minute [rpm ];
Da = active surface diameter of the refining disk [ mm ];
L lama = blade width [ mm ];
L cava= groove width [ mm ];
P cava = groove depth [ mm ];
K = constant depending on the type of refiner.
The reduction of energy consumption in refining passes through the reduction of no load power and through the optimization of the "pattern " and the disk sizing.
1.2.4) Vacuum
In this field the technologies available are essentially two: liquid ring pumps and turbo blowing pumps.
Apart from choices tied to the current technologies, it is clear that an optimization of the vacuum system and respective consumptions must pass through the correct felt management and its related systems (suction press roll and conditioning vacuum boxes). The methods of felt cleaning, of its conditioning and respective lifetime therefore influence the energy consumption of the vacuum system.
With regards to the most known liquid ring system, the most suitable procedures for the reduction of energy consumption can be analyzed as follows:
• Check vacuum level and vacuum volume (confront design data and operative data);
• Check suction press roll shell design and its rubber covering;
• Optimization (reduction) of the number of pump rotations;
• Monitoring of the seals water temperature (cooling tower operations);
• Check piping circuit;
• Identification of the correct consumption value necessary during system operation (0,9-1 kW/m³min);
• Installation of inverters on pump motors.
1.2.5) Air system fans
In this ambit there have been many technological innovations in the last few years which have allowed for a reduction in electric consumption. It is understood that this topic must be dealt together with the management of the whole drying process press-hood-Yankee system, and what follows are some indications and/or procedures that are normally used to reduce electric consumption of the air system fans.
• Check distance between hood and Yankee cylinder (see fig.2 graph as example, which defines the variation in paper dryness at hood outlet according to the distance between hood and Yankee cylinder);
• Check losses due to hood irradiance and increase in its efficiency;
• Balancing between wet and dry hood;
• Air humidity control on the exhaust;
• Check air blowing speed;
• Balancing between air temperature (gas consumption) and hood blowing speed (electricity).
This last point is of great interest if one considers that with the new generation of high temperature hoods, it is possible to reach air blowing temperatures as high as 650°C with consequent reduction of blowing speed for production maintenance and therefore large electric consumption reduction.
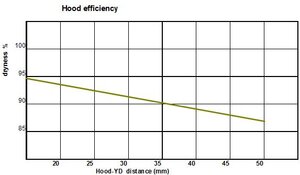
fig.2 - Variation of dryness at hood outlet in function of the distance between hood and cylinder
Through the adoption of the above mentioned devices, it is possible to reach an energy saving equal to 10%.
1.3) Thermal energy
To define the necessary thermal Energy for paper drying (which as seen previously represents approximately 2/3 of the total plant Energy consumption) one can refer to the Tappi formula (code TIP 0404-05) which is as follows:
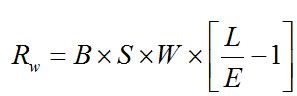
= total evaporation [ Kg /sec ] determined by the drying balance between hood and Yankee;
B = basis weight at the reel [ g /m2 ];
S = machine speed [ mpm ];
W = paper width [ m ];
L = dryness at the hood outlet [ % ];
E = dryness at the hood inlet [ % ].
If we consider the terms (B, S, W, E) as constant, tied to technological and productive parameters, the total supply for evaporation is therefore tied to the value of dryness at the hood inlet determined by the press action. The greater this value, the lesser is the total evaporation value and therefore the "work" of hood and yankee. In a "conventional" installation it is clear that the two press solution, which guarantees dryness at the hood outlet of approximately 42%, is advantageous in terms of thermal energy saving compared to the single press solution which can guarantee an average value of 38%. This however to the detriment of paper quality and electric consumption.
Furthermore, considering both drying supplies at hood and Yankee, it can be said that the Yankee "system" is, in energy terms, more efficient that the hood one.
Toscotec has been studying for some time now an interesting solution which allows for a certain energy saving. This technology consists in the combination of a large diameter press (TT SPR 1430) with the steel Yankee cylinder (TT SYD).
The large diameter press, having the possibility or working with an "increased" nip, both in terms of length and linear pressure, is able to reach values of dryness at the hood outlet comparable to those of a double press, whereas the steel Yankee cylinder is able to supply a greater evaporation coefficient compared to the conventional cast iron cylinder, making thus the drying of the paper more "performant" and economic.
It is worth noting that solutions with Yankee head insulation and therefore increase in its efficiency, bring about further energy saving.
In the following paragraphs the two equipments are described and the results of some important applications achieved by Toscotec in the industrial area.
1.3.1) Large diameter suction press roll (TT SPR 1430)
As previously mentioned, the concept of this press is that of reconcile the growing need for tissue products with high thickness and softness, with energy saving demands. This new concept of suction press roll with diameter greater than 1400 mm, has the characteristic of generating a wider nip compared to conventional press rolls.
The approximate value of this increase of nip is 30%. Maintaining the advantages of traditional press rolls, such as low maintenance cost, reduced investment cost and quick installation, the suction press roll allows for an increase in paper softness and bulk without the complications implied by the management of a shoe press, promoted recently by a few tissue machinery constructors . The large diameter suction press roll is designed to operate with a maximum nip of 120 kN/m, instead of the 90-95 kN/m characteristic of conventional press rolls, thus it is possible to choose between operating at full power for an "economic" product line and reduced pressure to enhance softness and thickness in the higher quality products. The increase in terms of percentage of dryness at the press outlet with greater nip is quantifiable in at least 2-3% compared to a conventional press roll with consequent energy saving.
A further advantage is also given by the application of the double blade on the cylinder which limits the "rewetting". This advantage means an improved humidity profile and an increase in the degree of dryness of at least 1%.
According to the above observations we would like to underline the fact that in terms of energy a decrease of 1% of dryness at the press outlet translated into ~400kg H2O/ h more to evaporate in the drying process (~55kg H2O /tpaper ) with consequent increase in the specific consumption of thermal energy.
Toscotec up till now counts four functioning applications of such technology.
1.3.2)

fig.3 - Toscotec's TT SPR 1430 in installation phase
1.3.2) Steel Yankee cylinder (TT SYD)
Traditionally the Yankee cylinder has always represented a critical element in the tissue machines. The combined action of the Yankee and the hood, in fact, is responsible for the most part of the drying of the paper, and therefore conditions plant performance.
Paper drying is an energetically intensive process and the Yankee cylinder supplies a relevant contribution, thus any possible energy saving connected to it is of great interest to all producers in the sector.
In tissue production with conventional crescent former type machines, after the paper is formed and transferred to the cylinder by the presses, the drying process is mainly made up by a change in the state of the water contained in the paper, change promoted by heat transfer produced by steam condensation inside the Yankee and by hot air blowing by the hoods.
Thanks to these two actions, the water trapped inside the fibre passes from liquid to steam state and is then extracted with the hood exhaust. In past years some companies started building steel Yankee cylinders, however many limitations in terms of thermal stability maintenance in working conditions and the development of the constructive project have limited its development and this product wasn't introduced in the tissue sector. In 1999 Toscotec started designing steel Yankee cylinders combining the experience developed in the making of steel dryers with modern instruments of analysis such as FEM. A year later, in 2000, Toscotec launched itself on the tissue market with the installation of its first grooved cylinder, completely made of appropriate welding and bolting starting from certified carbon steel metal plates and therefore intrinsically safe. In these last few years the increase in the cost of energy has made this solution energetically innovative and of even more appeal to the producers in the sector.
Up until now Toscotec is the only company in the world to have grooved cylinders working on tissue machines, entirely made of steel both with ASME, CHINA CSEI, and PED certifications.
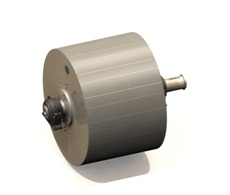
fig.4 - 3D view of Toscotec's TT SYD
The use of steel plates instead of cast iron fusions allows for the significant reduction of the shell thickness and therefore resistance to heat transfer (see Fig. 5 and 6). The result is an increase in the drying capacity achieved through the steam condensation inside the Yankee, which we know to be the most efficient paper drying system and often the least expensive. The energetic yield of a cylinder is further improved by the possibility of operating at a higher steam pressure; the development of an efficient system of condensate extraction allows furthermore to reduce the steam pressure differential necessary for the correct functioning of the cylinder. It also optimizes the transversal humidity profile thanks to a regular condensate removal and thermal exchange.
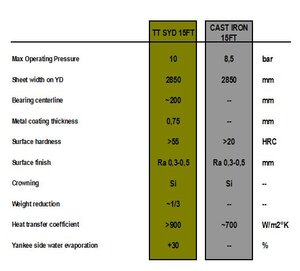
fig.5 - Comparison of operative data between steel Yankee cylinder and cast iron cylinder for a diameter of 15 ft (4572 mm)
On the many cylinders installed it has been possible to verify that the heat transfer coefficient and the condensation capacity of the cylinder are on average at least 30% higher compared to a cast iron cylinder with the same dimensions and operative pressure. Supposing that the drying is equally distributed between hood and cylinder, the total drying capacity of a tissue machine equipped with steel Yankee cylinder is higher by 10-12% (see Fig. 5 and 6) compared to the traditional configuration with cast iron cylinder. Alternatively the same productive capacity can be obtained by increasing the contribution of the cylinder with obvious benefits in terms of energy.
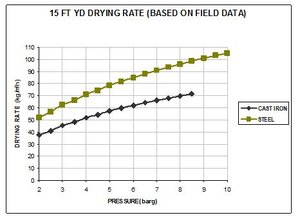
fig.6 - Comparison between the evaporative values of steel and cast iron cylinders in function of working pressure
A further important contribution to the reduction of energy consumption is certainly the fact of being able to head insulate the cylinder. This allows the saving of approximately 5% on steam consumption in the cylinder.
In case of reconstruction or modification of a tissue machine, the steel Yankee has another advantage, that of having a greater covering of the grooved surface compared to a cast iron cylinder and is therefore able to dry wider paper with the same cylinder size.
Another advantage is that of an inferior weight of about 30% compared to the cast iron solution, which reduces the civil works in installation and its costs.
Thanks to the metallization, the surface of the cylinder is homogenous in terms of roughness, it isn't porous and its hardness is far superior to the cast iron cylinder.
These factors concur in increasing the creping process efficiency with obvious benefits for productiveness of the paper machine and with consequent possible saving on the coating consumption thanks to the absence of porosity on the cylinder and to the better distribution of the product on its surface.
A further advantage of the steel Yankee cylinder is its great flexibility in size, both in terms of diameter and in terms of paper width.
The steel Yankee cylinder experience however starts off with the drying cylinders. At the start of the 1960s Toscotec (at the time Toschi) started producing steel drying cylinders for paper machines; from then on, over 1000 have been produced, consolidating Toscotec on the market as the major producer in the world of this type of product. This constructive process, apart from having the unquestionable advantage of no longer needing foundries, allows for the significant reduction of shell thickness which is nearly half the thickness of the cast iron cylinder shell.
At the same thermal conductivity in cast iron and steel, the shell thickness reduction means a drastic reduction in the resistance of thermal exchange and therefore an increase of 30% of the thermal transmission efficiency of the cylinder. This increases productivity and saves energy.
The first Yankee cylinder of 2500 mm diameter was installed in Italy in the year 2000. Two years later the first 12ft Yankee was built. Then in 2006 the first 15ft cylinder was started up in a paper machine reconstruction for the Wepa group, to which a second and a third 15ft Yankee followed in 2008. Toscotec has sold a total of 44 cylinders up to now, 36 of which are actually running. Among these are one 16ft cylinder which will be started up in the second semester of 2010. The maximum face of the cylinder actually working is 5000 mm. Toscotec's advanced technology offers the following models of steel Yankee cylinders with respective diameters: TT SYD 2500MM, TT SYD 3200MM, TT SYD 12FT, TT SYD 15FT, TT SYD 16FT , TT SYD 18FT with a maximum face of 7500 mm.
2) RESULTS AND DISCUSSIONS
What follows are some examples of interesting and significative applications of the steel Yankee cylinder and the large diameter press roll which allows us to quantify the value of energy saving achievable with this technology:
Case 1: Installation of a new Yankee cylinder TT SYD 12FT
Reference data:
- Paper width at the reel: 2,75 m
- Test reference pressure: 5 bar
- Conventional single press configuration
Test basis weight reference: 16,5 g/m2
Evaporative capacity measured at 5 bar: ~ 80 kg H2O/hr-m2
Evaporative capacity of a 12ft cast iron cylinder in the same conditions (5 bar): ~ 60 kg H2O/hr-m2
Yankee cylinder evaporative capacity increase: ~34%
Thermal energy consumption reduction: ~64 kWh/ton
Thermal energy consumption reduction at maximum working pressure: ~6,5%
Case 2: Substitution of a cast iron cylinder with a TT SYD 12FT steel cylinder
Reference data:
- Paper width at the reel: 3,7 m
- Test reference pressure: 5 bar
- Double press configuration
- Test basis weight reference: 35 g/m2
Evaporation capacity at 5 bar: ~ 94 kg H2O/hr-m2
Evaporative capacity of the former 12ft cast iron cylinder in the same conditions (5 bar): ~ 68,5 kg H2O/hr-m2
Yankee cylinder evaporative capacity increase: ~37%
Thermal energy consumption reduction ~71 kWh/ton
Thermal energy consumption reduction at maximum working pressure: ~7,3%
Case 3: Installation of a Yankee cylinder TT SYD 15FT combined with a TT SPR 1430
The energy consumption of the drying section (hoods + Yankee cylinder) verified on a Toscotec machine installed in Germany and equipped with 15ft steel Yankee D. and with large diameter press roll D. 1430 mm reported values less than 1700 kWh/ton.
The following were the operative conditions and results:
Reference data:
- Daily production: 97,3 ton/day
- Paper width at the reel: 2,68 m
- Basis weight at the reel: 19,8 g/m2
- Raw material: 100% pulp;
- Test reference pressure: 6 bar;
- Single press configuration D.1430 mm;
- Yankee: steel, D. 15 ft (4572 mm);
Linear nip load: 120 kN/m;
Paper dryness at the press outlet: 40% (average value - values up to 42% were reached);
Paper dryness at the reel: 95%;
Hood blowing temperatures: 470°C wet end; 470°C dry end;
Measured steam consumption 1,24 ton/ton ~ 791 kWh/ton (considering boiler efficiency 90%);
Measured gas consumption: 88,3 Nm3/ton ~ 883 kWh/ton (gas calorific power: 8600 Kcal/ Nm3);
Total energy consumption gas + steam: 791 + 883 = 1674 kWh/ton
It is notable how in case of the combined use of SYD and large diameter press roll energy consumption reaches values close to those of double press, maintaining however all the qualitative characteristics of paper softness.
3) CONCLUSIONS
Conventional technology for the production of tissue paper has shown that it can still have its validity if energy consumption is reduced. In this field Toscotec's almost decennial experience in the optimization of the production process, and in particular in the paper drying area, has highlighted the fact that energy saving is possible through simple and easily manageable applications. In the above presentation we have enumerated the possible areas of intervention to be able to reach the proposed objectives.
References:
• 10° Corso di Tecnologia per Tecnici Cartai - Verona edizione 2002/2003- "La raffinazione" di Caumo Mauro
• Tappi standard TIP 0404-05 "Methods of evaluating high velocity dryers"

Back